
一、本节适用于污泥处理系统中压滤设备、离心脱水设备的安装及验收。 二、设备开箱检查应符合下列要求: 1 设备箱号、箱数、设备名称、型号规格满足装箱单及技术文件要求,且包装完好; 2 设备技术文件、专用工具应齐全,设备应无缺损件,表面应无损坏和锈蚀; 3 金属辊表面的镀层或涂层应均匀、牢固,衬胶的金属辊表面应紧密贴合,不得脱落。 三、设备安装前,设备基础应符合下列要求: 1 基础中心距离和预留地脚螺栓孔位置应符合设计要求;
一、本节适用于污泥处理系统中压滤设备、离心脱水设备的安装及验收。
二、设备开箱检查应符合下列要求:
1 设备箱号、箱数、设备名称、型号规格满足装箱单及技术文件要求,且包装完好;
2 设备技术文件、专用工具应齐全,设备应无缺损件,表面应无损坏和锈蚀;
3 金属辊表面的镀层或涂层应均匀、牢固,衬胶的金属辊表面应紧密贴合,不得脱落。
三、设备安装前,设备基础应符合下列要求:
1 基础中心距离和预留地脚螺栓孔位置应符合设计要求;
2 基础强度达到设计要求的75%后应将基础表面的浮浆层铲除,放置垫铁的部位应铲平,灌浆的部位应铲出麻点;
3 基础表面应清除干净,地脚螺栓预留孔内应无杂物和积水。
四、压滤机支撑主梁各支座安装时,应将地脚螺栓穿挂在支座上再埋入预留孔内。
五、压滤机主梁应用垫板找正,且应在平行度和水平度符合设备技术文件要求后,对地脚螺栓孔进行灌浆。灌浆时应捣固密实,地脚螺栓不得产生歪斜。
六、压滤机尾板通过主梁两侧的轴段装入其轴孔,并用铰链与主梁连接,安装后的尾板应灵活可靠。
七、压滤机油缸安装应用垫板找正,使缸体与尾板的中心保持一致。
八、压滤机活动头板两侧滚轮应完全与主梁轨面相贴合,并可自由往复移动,头板轴心应与油缸活塞杆轴心同心,不同心误差不应大于0.2mm。
九、压滤机滤板的安装应符合下列要求:
1 滤板定位耳座应固定在各滤板两侧,且安装方向应一致;
2 非橡胶滤板周边的凹槽内应镶嵌密封胶垫;
3 滤板应按顺序进行安装;
4 滤板压紧时,相邻边缘错位量不应火于2mm;
5 吊挂滤网的连接板应按顺序进行连接,其下端与滤板固定,上端由丝杆相互连接;
6 滤网应穿在串条上后,再吊挂在连接板的斜槽内;
7 连接板两侧排列顺序应一致,滤网平整、无褶皱,边带与滤板应连接牢靠。
十、压滤机传动系统的安装应符合下列要求:
1 柴油机与缸体连接应可靠固定;
2 油马达从动链轮轴支座安装在主梁两侧后,再将调整座安装在从动链轮下方;
3 链条轨道盒的托架、上轨道盒、下轨道盒与主梁连接应牢靠固定;
4 应通过座板分别将头板和尾板的各链轮组安装在主梁两侧,再在尾板的链轮后面安装调紧座与顶丝;
5 各组链轮转动应灵活,两侧拉钩盒应同步工作,两链轮中心应一致;
6 链盒应平直,其中心与传动链应保持一致,各链条松紧度均应调整适当,往返运转时,不得掉链。
十一、压滤机液压系统中的高、低压油泵和各种阀门的安装应符合下列要求:
1 泵和阀门安装前应用柴油清洗干净;
2 高压油泵应为逆时针运转,低压油泵应为顺时针运转;
3 阀门的进、出口方向应正确;
4 油箱内滤布应为100目。
十二、压滤机两侧的接水槽和翻板安装应符合下列要求:
1 压滤泄水应流入接水槽;
2 滤饼应通过翻板进入溜槽。
Ⅰ 主控项目
十三、压滤机安装现场四周及上方空间与障碍物的距离应符合表1的规定。
表1压滤机安装现场空间距离标准
序号 |
检查项目 |
距离障碍物 |
检查方法 |
检查数量 |
1 |
设备前、后、左、右 |
≥滤板边长的3倍 |
卷尺测量 |
全数检查 |
2 |
设备上方 |
≥滤板边长的2倍 |
卷尺测量 |
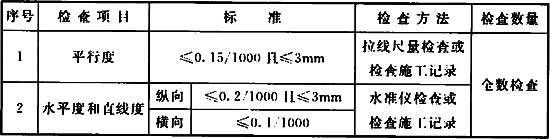
十四、箱式(或室式)压滤机、板框式压滤机机架主梁轨道平行度、水平度和直线度允许偏差应符合表2的规定。
表2机架主梁轨道的平行度、水平度和直线度允许偏差
十五、箱式滤机压(或室式)、板框式压滤机各部位试验压力应符合设计要求,设计无要求时,应符合下列规定:
1 液压系统试验压力不应小于1.8MPa;
2 过滤工作试验压力不应小于1.2MPa。
检查数量:全数检查。
检查方法:检查施工记录或试压检查。
十六、离心脱水机的安装应符合下列要求:
1 安装方向应符合设计要求,便于检修;
2 设备安装应平稳、牢固,固定螺栓型号、规格、数量应符合设备安装要求。
检查数量:全数检查。
检查方法:依据设计文件或产品说明书核查、观察检查。
十七、箱式(或室式)压滤机、板框式压滤机油泵负荷试运转2h、压滤机试压3次~5次后,油泵轴承温度不应大于80℃,温升不应大于40℃。
检查数量:全数检查。
检查方法:温度计检查或检查试运转记录。
十八、带式压滤机、离心机空负荷试运转4h,负荷试运转4h,滚动轴承温度均不应大于80℃,温升不应大于40℃。
检查数量:全数检查。
检查方法:温度计检查或检查试运转记录。
Ⅱ 一般项目
十九、设备基础外观应无裂纹、蜂窝、空洞、露筋,表面应无油污;基础各部尺寸及位置允许偏差应符合表3的规定。
表3基础各部尺寸及位置允许偏差

二十、垫铁规格型号应符合表4的规定。
表4垫铁规格型号
二十一、垫铁安装应符合下列要求:
1 机头、机尾、驱动装置等部位的垫铁应垫稳、垫实,垫铁与基础的接触面积不应小于60%;
2 机座下两组垫铁间的距离可为500mm~1000mm,轴承下及地脚螺栓两侧应设置垫铁;
3 垫铁宜靠近地脚螺栓设置;
4 每组垫铁不得超过5块,垫铁之间宜采用定位焊焊牢,每段焊接长度不应小于20mm,间距不应大于40mm。
检查数量:全数检查。
检查方法:用0.2kg手锤敲击检查,并做好隐蔽工程记录。观察和尺量检查。
二十二、地脚螺栓安装应符合下列要求:
1 螺栓拧紧后,螺栓应露出螺母2个~4个螺距;
2 地脚螺栓的螺母与垫圈间和垫圈与设备间的接触均应良好;
3 采用“T”型头地脚螺栓,应符合下列要求:
1)活动锚板设置应平整稳固;
2)螺栓末端的端面上应标明螺栓矩形头的方向;
3)基础表面上应标明锚板槽的方向;
4)拧紧螺母前,应依据标记将螺栓矩形头正确地放在锚板槽内;
4 地脚螺栓应垂直,不得碰孔底及孔壁;
5 地脚螺栓上的油脂和污垢应清除干净,螺纹部分应涂油脂。
检查数量:全数检查。
检查方法:观察检查、检查施工记录。
二十三、灌浆应符合下列要求:
1 设备安装前,混凝土基础灌浆处应剁成麻面,垫铁与基础面应接触良好,并在灌浆前用水冲洗干净;
2 灌浆所用混凝土的强度应比基础的混凝土强度高一级;
3 灌浆时应捣周密实,基础螺栓不得产生歪斜。
检查数量:全数检查。
检查方法:检查砂浆或混凝土配合比记录、检查施工记录。
二十四、机体安装允许偏差应符合表5的规定。
表5机体安装允许偏差
序号 |
检查项目 |
允许偏差 |
检查方法 |
检查数量 |
1 |
中心线位置 |
≤3mm |
拉线尺量检查或检查施工记录 |
全数检查 |
2 |
标高 |
±5mm |
水准仪检查或检查施工记录 |
二十五、箱式(或室式)压滤机、板框式压滤机安装应符合下列规定:
1 液压系统及各连接处应工作可靠,不漏油、不渗油、无油垢;
2 机组各密封连接处应连接严密,不漏水、无渗水,截水装置开闭灵活、严密;
3 滤布缝制套装应平整、严密、无破损,滤板之间滤布套装应均匀一致,棱角处应圆滑、平整;
4 滤板移动装置应移动平稳、准确、灵活可靠。
检查数量:全数检查。
检查方法:试运转观察检查。
二十六、带式压滤机减速器不应漏油,箱内应清洁无杂物,齿轮的啮合面长度不应小于齿长的60%,顶侧间隙应为0.25mm。
检查数量:全数检查。
检查方法:观察检查,塞尺测量。
二十七、带式压滤机链或皮带传动安装应符合下列要求:
1 皮革带和橡胶布带的接头用胶合方法连接时,应符合下列规定:
1)皮革带的两端应削成斜面,橡胶布带的两端应按相应的棉布层割成阶梯形状,接头长度宜为皮带宽度的1倍~2倍;
2)胶合剂的材质应与皮带的材质具有相同的弹性;
3)接头应牢固,接头处增加的厚度不应超过皮带原厚度的5%;
4)橡胶布带胶合剂的硫化温度和时间应符合所用胶合剂的要求;
5)胶合缝的方向应顺着皮带运转方向。
2 皮带轮或链轮传动的位置偏差应符合下列要求:
1)两三角皮带齿槽中心线的重合度不应超过1mm;
2)两平皮带轮宽度中心线的重合度不应超过1.5mm;
3)皮带轮或链轮轴的平行度不应超过0.5/1000;
4)两链轮齿宽中心线的重合度不应超过1mm。
3 传动链条的弛垂度,当链条与水平线夹角小于或等于45°时,可为两链轮中心距的2%;当链条与水平线夹角大于45°时,应为两链轮中心距的1%~1.5%。
4 链条与链条轮传动平稳无卡阻现象。
检查数量:全数检查。
检查方法:试运转检查,观察检查,吊线尺量检查和检查施工记录。
二十八、带式压滤机联轴器安装应符合设计及制造商的有关规定。
检查数量:全数检查。
检查方法:核查设计、制造商资料和检查施工记录。
二十九、带式压滤机传动和转向滚筒的水平度允许误差应为0.3/1000。两相邻滚筒和辊子之间平行度允许误差应为1/1000。
检查数量:全数检查。
检查方法:水平仪检查、拉线尺量检查或检查施工记录。
三十、带式压滤机调偏装置工作应平稳、灵活、无卡阻,调偏开闭灵活、准确。
检查数量:全数检查。
检查方法:试运转观察检查或检查施工记录。
三十一、带式压滤机机架组装的水平度和直线度允许误差应为1/1000,且不应大于3mm~5mm。
检查数量:全数检查。
检查方法:水准仪,拉线尺量检查,或检查施工记录。
三十二、带式压滤机撑紧装置应工作平稳,灵活可靠,无卡阻现象。
检查数量:全数检查。
检查方法:撑紧检查。
三十三、带式压滤机清洗装置各连接部位应密封性好,管路畅通,不漏水,不渗水,清洗喷水嘴不应有堵塞现象。
检查数量:全数检查。
检查方法:观察检查。
三十四、带式压滤机气路系统连接部位应紧固可靠,管路畅通、清洁,在工作气压下应不漏气,动作应灵活、准确。
检查数量:全数检查。
检查方法:试运转,观察检查。
三十五、带式压滤机各处连接件应连接严密,紧固。螺栓应露出螺母2个~4个螺距。螺栓穿向和露出螺母长度应一致。
检查数量:全数检查。
检查方法:观察和锤轻击检查。
三十六、带式压滤机传动系统工作应灵活可靠,主机转动应灵活轻便。安全防护罩应齐全、连接可靠,运转平稳,声音正常。
检查数量:全数检查。
检查方法:手动盘车和观察检查或检查施工记录。
三十七、带式压滤机各润滑点,润滑油或油脂规格数量应符合设备出厂技术文件的规定,密封处应不漏油,不渗油,无油垢。
检查数量:全数检查。
检查方法:观察检查。