

废水深度处理与回用是解决我国水资源短缺的一种有效方法,尤其针对用水量较大的石化企业,反渗透(RO) 技术产水水质高和运行稳定等优点已成为废水回用的主流技术。 但是 RO 必然会产生浓水,其污染物浓度是进水的几倍, 其中含有大量盐分和难降解有机物, 已成为 RO 技术发展所面临的瓶颈和难题。 RO 浓水的排放造成了水资源的极大浪费,因此 RO 浓水的回收利用具有极大的经济效益和社会效益,可以代替原水用于其他生产系统〔1〕,不仅提高废水重复利用率, 还起到了节约水资源和环境保护的目的。
本研究针对山东某石化厂经过生化处理后的污水,该污水已经过了深度处理,其流程为双介质过滤器+超滤+一级 RO,浓水再利用臭氧高级氧化+ RO 工艺进行处理,处理后的产水回用至超滤产水箱,达到循环、节约用水的目的。 连续运行一段时间后,考察处理效果,并分析了系统运行的稳定性和运行成本。
1 浓水处理工艺的可行性
1.1 RO 浓水水质
山东省某石化厂生化出水深度处理工艺为生化出水→双介质过滤器→UF→一级 RO。 该公司一级
RO 浓水水质:pH 为 8.30, 碱度为 11.05 mmol/L, 总
硬度为 325 mg/L, 浊度为 1.6 NTU, 氯离子为 1 300
mg/L,电导率为 5 660 μS/cm,COD 为 86 mg/L。该 RO浓水具有电导率高、COD 高的特点, 浓水再利用需要进行脱盐处理,现阶段脱盐主流工艺为 RO 工艺,但浓水的 COD 较高,若直接利用 RO 处理必然会使
RO 膜迅速污堵,难以连续稳定运行,臭氧氧化可以将难降解的大分子污染物进行开环断链, 而且臭氧还能直接将一些有机物氧化为 H O 与 CO , 从而起到降解有机物的作用, 将浓水 COD 降低, 使 RO 系统连续运行,保证臭氧+RO 处理浓水工艺顺利进行。
2 处理工艺
工艺流程
2.1
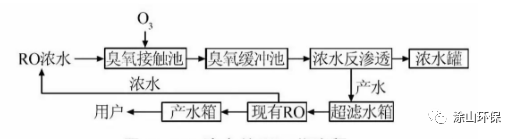
原水为山东某石化厂 RO 浓水,处理规模为 75m3/h,工艺流程见图 1。
2.2 臭氧氧化
臭氧氧化单元使用青岛国林臭氧设备, 功率为8~10 kW·h/kg,臭氧产量为 15 kg/h(质量浓度≥100
mg/L), 臭氧系统的投加控制根据接触池水流量和预先设定的臭氧投加率自动调节臭氧投加量,调节范围在 10%~100%。 臭氧接触池的接触时间控制为 180 min,保证臭氧与污水的充分接触。系统采用微孔曝气盘投加臭氧,曝气盘安装在接触池池底但高于导流墙的最低位置以避免气泡被引流到反应池中,在接触室中,被处理水由上向下流,而臭氧气体则由下向上反向流以达到最好的接触效果。 反应后的臭氧尾气通过加热破坏。 臭氧氧化后出水 COD<50 mg/L。
2.3 浓水反渗透装置
设置 1 套处理水量为 75 m3/h 的 RO 膜,由于进水 COD 高, 选用陶氏品牌的宽流道抗污染反渗透膜,设计回收率为 50%,膜平均通量≤11.5 L/(m2·h)。每套反渗透配置 90 根膜组件, 放置在 15 根 6 芯压力容器内,按一级一段并联排列。 高压泵前设置 5 μm保安过滤器,在进水中添加强化阻垢剂(投加量为5mg/L)、非氧化杀菌剂、盐酸(pH 调节为 6.5~6.8)、还原剂(NaHSO3, 防止反渗透膜氧化), 分别抑制无机盐结垢、微生物污染、中和浓水中碱度、中和臭氧缓冲池中未完全释放的臭氧,进一步抑制结垢倾向,保护反渗透膜。
3 处理效果
3.1 各单元的处理效果
浓水经过臭氧氧化+RO 处理后,水质情况见表 1。
![]()
COD 去除率为 53.5%,RO 产水对离子去除效果和有机物去除效果均极为显著, 电导率去除率为 96.2%、硬度去除率为 93.5%、氯离子去除率为 86.3%、COD去除率为 98.0%、 氨氮和浊度基本完全去除,RO 产水指标完全满足 RO 进水要求。
3.2 有机物的去除效果
系统主要通过臭氧氧化和 RO 系统进行有机物的去除,由于浓水水质较为复杂,定量定性分析较为困难,为了考察系统对有机物的去除效果,将浓水、臭氧氧化产水、浓水 RO 产水进行了 GC-MS 色谱分析,结果见图 2。
![]()
![]()
3.3 运行稳定性分析
3.3.1 RO 稳定性分析
RO 进水压力和浓水压力见图 3。
![]()
3.3.2 经济性分析
该工程处理浓水量为 75 m3/h,臭氧发生器功率为 150 kW,RO 系统所用水泵功率为 105 kW, 故电耗为 255 kW·h, 保安过滤器用大通量滤芯按 0.5 a使用寿命计算,则 1 a 使用 6 只,RO 膜元件按 5 a 使用寿命计算,折旧按 5 a 计算。 处理浓水的运行成本见表 2。
![]()
4 结论
通过规模化连续运行表明: 针对石化废水经过一级 RO 处理后的浓水,利用臭氧+浓水 RO 处理工艺,系统运行稳定,浓水 RO 对离子去除效果和有机物去除效果均极为显著,电导率去除率为 96.2%、硬度去除率为 93.5%、氯离子去除率为 86.3%、COD 去除率为 98.0%、氨氮和浊度基本完全去除,反渗透产水注入现有处理工艺中的超滤产水箱, 整套系统运行费用为 3.09 元/t。 达到了水资源循环利用的目的。
推荐资料(点击文字跳转):
浓水反渗透RO 2X40t 全套制造图
反渗透装置浓水回流工艺有关设计问题探讨
反渗透水处理工艺及其应用
知识点:石化反渗透浓水回用技术