

网壳结构是具有曲面形状并具有壳体结构特征的空间网格结构,索承网壳结构是将现代预应力技术用于网壳形成的新型预应力大跨度空间钢结构体系,这类结构受力合理、刚度大、自重轻。精细化钢结构即外露钢结构,指在满足正常质量要求的前提下,满足钢结构及其连接处等外露部分可视的精细化外观要求。在工艺要求方面,需从钢结构原料、焊接、焊缝打磨、涂装、成品保护等多方面对表观质量进行改进,从而满足对建筑钢结构“透明度”的设计要求。本文从结构加工、施工和焊接等角度阐述外露钢结构的精细化施工技术。
网壳结构是具有曲面形状并具有壳体结构特征的空间网格结构,索承网壳结构是将现代预应力技术用于网壳形成的新型预应力大跨度空间钢结构体系,这类结构受力合理、刚度大、自重轻。精细化钢结构即外露钢结构,指在满足正常质量要求的前提下,满足钢结构及其连接处等外露部分可视的精细化外观要求。在工艺要求方面,需从钢结构原料、焊接、焊缝打磨、涂装、成品保护等多方面对表观质量进行改进,从而满足对建筑钢结构“透明度”的设计要求。本文从结构加工、施工和焊接等角度阐述外露钢结构的精细化施工技术。
1 工程概况
国家会议中心二期项目结构转换层以上(2层及以上)为钢管混凝土框架–支撑结构体系,局部大跨度屋面采用平面桁架和预应力网壳结构。屋面预应力网壳平面尺寸为72?m×252?m,标高43.708~51.780?m,网壳矢高7.65?m,用钢量为4?200?t。网壳主管截面为□700×200×(18, 20, 25, 30, 35),材质为Q345GJC(板厚35?mm),Q355C, Q355B;端部连接板厚度为80?mm和100?mm,材质Q390GJC;主杆沿跨度方向通长设置,间距3?m;次杆截面为□500×250×(10, 14)、□500×200×(10, 16),材质为Q355C, Q355B。
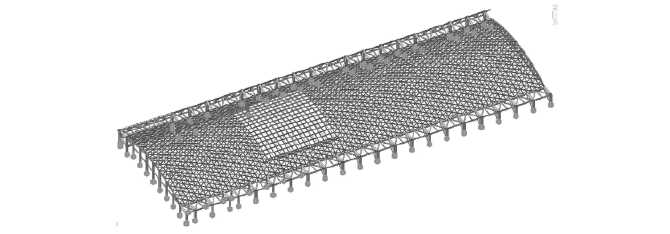
屋面网壳分为正交形网壳区域和三角形网壳区域,共设置41道索,索距6?m,其中正交形网壳共19榀,设置9道 ? 110封闭索,三角形网壳共66榀,设32道强度等级为1?570?MPa的 ? ? 95封闭索(图1)。
![]()
(b)
图1 屋面网壳
(a)三维图;(b)剖面图
2 屋面网壳施工方法
本工程屋面网壳结构采用分块拼装累积滑移的施工方法,施工过程如下。
(1)在3?000?m标高楼层设置3组72?m×27?m,支撑胎架;高度随网壳高度变化(13~20?m)。
(2)网壳在地面进行小拼,小拼单元共205个。
(3)小拼单元在支撑胎架上进行吊装中拼,拼装长度共240?m。
(4)中拼单元向支撑胎架两侧进行一次滑移,网壳每扩拼9?m进行一次滑移,每滑移6?m进行一次索张拉。
(5)上述流程完成网壳的滑移安装,累计滑移30次,累积滑移距离168?m,共张拉预应力索41道 (图2)。
![]()
图2 支撑胎架及滑移分块示意
(6)合龙段共7处,其中4处为高空作业。
(7)支座转换,屋面网壳支座共86个。
(8)预应力索终张拉,共41道索。
3 屋面网壳施工难点
屋面网壳结构采用分块拼装,累积滑移施工法,其施工重点和难点如下。
3.1 网壳跨度大、重量重、吊次多、高空作业量大
屋面网壳跨度达72?m,属于大跨结构;网壳钢结构重4?200?t,重量重;网壳钢构件达4?350件,地面小拼和支撑胎架中拼总吊次约需4?700吊,吊次多;网壳钢结构有4处为高空作业合龙段,合龙杆件约200件,高空作业量大。
3.2 网壳施工工期紧,施工组织难度大
国家会议中心二期项目是北京2022年冬奥场馆中开工最晚、体量最大、任务最重的工程,根据整体工期安排,屋面网壳施工工期仅40余d。需在有限的时间内完成屋面网壳的地面小拼(205个)、支撑胎架中拼(长240?m)、预应力索施工(41道索)、网壳滑移(累计滑移30次,累积滑移距离168?m)、合龙段安装(7处),施工组织难度大。
3.3 预应力网壳结构受力复杂,施工工序要求严格
屋面网壳为预应力拉索结构,预应力索中部使用2根拉杆拉高呈上凸状,致使结构受力复杂。施工验算结果表明,为确保滑移过程中网壳的结构形态, 41道预应力索的初始张拉力均不相同,施工过程中必须严格按规定工序执行。
3.4 屋面网壳钢结构施工精度要求高
屋面网壳结构上部为玻璃幕墙,其安装精度和焊接质量要求高,支座转换变形控制要求高;网壳为预应力拉索结构,预应力施工对结构变形影响大;网壳结构超长,温度影响大。
4 精细化钢结构理念
4.1 精细化钢结构的提出
由于宴会厅、峰会厅、贵宾午宴厅和屋顶花园屋面网壳结构外露,观感质量要求高,其上部的玻璃幕墙安装精度要求高,因此对本工程屋面索承网壳结构提出精细化施工的要求。
4.2 精细化钢结构的雏形
为满足屋面网壳精细化钢结构的需求,建设单位、监理单位、施工总承包单位、钢结构安装单位、钢结构加工单位、幕墙单位和幕墙咨询单位举行了多次专题会,逐项研究网壳钢结构加工和运输、地面小拼、支撑胎架中拼、预应力索施工、网壳滑移等过程中的精度要求,达成初步意见后形成了屋面网壳精细化钢结构验收标准的雏形。
4.3 精细化钢结构的验收标准
2020年6月召开屋面网壳钢结构精细化施工专家研讨会,由专家组对“屋面网壳精细化钢结构验收标准的雏形”进行评估和修订,制订了《屋 面网壳钢结构精细化施工质量验收标准》。该标准主要指标的要求均高于现行国家规范、行业标准及地方标准。
5 施工过程及精细化控制措施
施工前成立了由建设单位牵头,施工总承包单位和监理单位组织实施,幕墙单位及幕墙咨询单位、钢结构安装单位、钢结构加工单位参与的屋面网壳精细化钢结构工作小组。
通过全过程跟进,增加验收环节等措施推动屋面网壳精细化钢结构施工的实施。
5.1 构件进场验收
(1)屋面网壳钢构件进场验收顺序为:构件进 场→随车资料检查→外观检查→外形尺寸检查→焊缝检查→漆膜厚度检查→验收合格的构件放入构件码放区,不合格返厂处理。
(2)根据《屋面网壳钢结构精细化施工质量验收标准》,进场时应重点控制主杆的长度(–5~2?mm)和侧向弯曲(5?mm)。
(3)主杆采用胎架验收,验收比例为抽查的构件数量30%,在超差杆件需返厂修理。个别侧向弯曲等超差能在现场校正的可由工厂在现场火焰校正处理(图3)。
![]()
图3 主杆验收胎架示意
5.2 地面小拼
屋面网壳地面小拼共搭设胎架26个,小拼单元共205个。
(1)地面小拼施工顺序为:搭设胎架→测量放 线→拼装主杆→拼装一贯次杆→焊接一贯次杆→拼装二贯次杆→焊接二贯次杆→焊缝质量检测→打磨刷漆→地面小拼验收。
(2)根据《屋面网壳钢结构精细化施工质量验收标准》,地面小拼重点为控制主杆的侧向弯曲(5?mm)、跨长(–5~2?mm)及跨中高度(±3?mm)等。
(3)精细化控制措施包括:地面小拼搭设合并胎架,多个小拼单元整体拼装;固定拼装人员,减少人为误差;各施工步骤完成均进行过程测量验收;次杆焊接由中间向两端进行,选择高水平焊工,采用药芯焊丝,重点检查焊接工艺;小拼单元采用三维扫描技术进行数字预拼装;邀请幕墙生产单位和咨询单位参与小拼单元验收(图4)。
![]()
图4 小拼单元胎架拼装示意
5.3 支撑胎架中拼
屋面网壳共搭设3组平面尺寸为72?m×27?m、高度随网壳高度变化(13~20?m)的支撑胎架(图5、 图6)。
![]()
图5 支撑胎架中拼
![]()
图6 屋面网壳焊接顺序
(1)支撑胎架中拼施工顺序为:搭设支撑胎架→测量放线→吊装拼装→焊接,焊缝检测→节点打磨补漆→中拼验收。
(2)根据《屋面网壳钢结构精细化施工质量验收标准》,支撑胎架中拼控制重点为单元长度偏差(±20?mm)、相邻主拱间距(25?mm)、侧向弯曲矢高(25?mm)和跨中拱度(14?mm)。
(3)精细化控制措施包括:支撑胎架中拼采用整 拼、整榀调节,待调整完毕方可焊接;采用全站仪进行测量,测量前统一基准线;采用千斤顶、火焰等措施校正偏差;由通视、通线测控主杆直线度;严格控制焊接顺序,即从中间向两端发散焊接,先焊主管对接口,再焊对接口处后塞杆,最后焊滑移单元间的腹杆。
5.4 预应力索张拉
屋面网壳预应力索共41道,每道索进行两次张拉(初张拉和终张拉)。
随网壳结构中拼和滑移安装预应力索并进行初张拉,初张拉以平衡网壳钢结构自重下的水平推力为目的,索力值严格按验算结果执行。待屋面网壳合龙且支座转换完成后再进行预应力索终张拉,终张拉以平衡网壳设计状态下的水平推力为目的,终张拉按从一端向另一端逐根推进的顺序进行,索力值严格按设计文件执行。
5.5 屋面网壳滑移
(1)屋面网壳共设2道主滑轨和3道次滑轨,主滑轨位于网壳两侧,次滑轨位于网壳中部(支撑胎架上),滑轨间距18?m。网壳端部(对应主滑轨位置带预应力索的主杆)设主滑靴,主滑靴间距6?m,网壳中部(对应次滑轨位置的主杆)设次滑靴,次滑靴间距3?m(图7)。
![]()
(a) (b)
图7 滑靴
(a)主滑靴;(b)次滑靴
(2)屋面网壳在支撑胎架上拼装完成后,依次向支撑胎架两侧滑移。3个支撑胎架共6个滑移方向,累计滑移30次,累积滑移距离168?m。
(3)根据《屋面网壳钢结构精细化施工质量验收标准》,网壳滑移过程中应重点关注网壳形态,以保证的网壳就位后符合验收标准。网壳滑移就位的重点是控制网壳长度方向偏差(±30?mm)和跨度方向偏差(±30?mm)。
(4)精细化控制措施:加长网壳滑移的起步段(15?m和18?m),以增加网壳滑移稳定性,减小滑移偏差(图8);滑移前顺滑移方向预张紧倒链,以减小启动摩擦力;在索张拉和网壳滑移,各阶段均应进行网壳形态测量,并增加水平位移测控次数。
![]()
(a) (b)
图8 滑移起步段(15?m和18?m)示意
(a)三维图;(b)平面图
5.6 支座转换
屋面网壳长252?m,两侧每6?m布置1个支座,共86个支座。
(1)支座转换的施工顺序为:结构测量定位及调整→切除支座位置的钢轨→成品支座安装就位→切割支座外侧滑靴支撑,进行卸载落位→网壳支座节点就位→结构测量及调整位置→焊接支座节点与成品支 座→测量验收。
(2)根据《屋面网壳钢结构精细化施工质量验收标准》,支座转换的重点是控制支座中心偏移不大于24?mm、相邻支座高差不大于15?mm。
(3)精细化控制措施:支撑胎架中拼时将屋面网壳整体竖向标高抬高20?mm;完成所有后塞杆及支座焊接;支座卸载按从一端向另一端逐个推进的顺序进行,网壳两侧应分别卸载;卸载前后采用全站仪监测结构的挠度变化情况,监测点位于支撑架处网壳下表面位置;卸载过程中若发现结构变形异常应立即停止卸载,及时分析原因并进行处理。
5.7 施工验算
屋面网壳结构进行全过程施工模拟,确定预应力索两次张拉的索力值和网壳结构起拱值;经验算,滑移摩擦力、滑移不同步、网壳初始缺陷等对网壳滑移变形的影响不大;但温度对屋面网壳施工精度的影响较明显,须严格控制合龙温度。
6 结束语
国家会议中心二期(主体部分)屋面网壳结构通过各方的共同努力,中共同参与,层层验收满足了《屋面网壳钢结构精细化施工质量验收标准》的要求,是一次成功的钢结构精细化施工案例,施工体会如下。
(1)网壳对加工的要求很高,需选择机械化程度高的加工工艺,杆件尽量选用成品型材。
(2)现场装配要求很高,须严格控制装配精度。
(3)焊缝外观要求高,应选择药芯焊丝,高水平焊工施焊;仰缝和竖缝应精细打磨,确保外观平整。
(4)综合观看距离、使用功能和外部涂层厚度等要求细化施工过程,能有效降低成本和提高效率。
(5)由于精细化钢结构偏重主观评价,故实施过程中应尽量细化,明确关键指标,提高可操作性。