

知识点:粉尘分离器 工作原理 从粗粉分离器出来的气粉混合气流,切向引入分离器上部,在分离器内绕排气管自上而下旋转运动,由于离心力的作用,气流中的煤粉被抛向外壳内壁,经锥体内壁向下进入集粉斗,含粉量相对较少的内侧气流螺旋下降时,经过由百叶窗引成的等压浓缩区,气流中的空气进入百叶窗,夹带的煤粉则继续向下运动,螺旋气流到达锥体底部后,仍以螺旋转折上升,在进入排气管前,经过旋流导流器旋入的气流与百叶窗进入的气流由于方向角度等因素产生“撞击”,使气流脱离螺旋线,变为直线上升而产生“失重”效应,被携带的煤粉在此分离出来,经过多次分离后变的比较“洁净”的空气,由排气管上部的侧向出口排出分离器。(见图)
知识点:粉尘分离器
工作原理
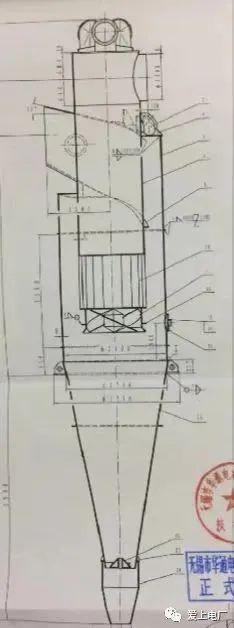
从粗粉分离器出来的气粉混合气流,切向引入分离器上部,在分离器内绕排气管自上而下旋转运动,由于离心力的作用,气流中的煤粉被抛向外壳内壁,经锥体内壁向下进入集粉斗,含粉量相对较少的内侧气流螺旋下降时,经过由百叶窗引成的等压浓缩区,气流中的空气进入百叶窗,夹带的煤粉则继续向下运动,螺旋气流到达锥体底部后,仍以螺旋转折上升,在进入排气管前,经过旋流导流器旋入的气流与百叶窗进入的气流由于方向角度等因素产生“撞击”,使气流脱离螺旋线,变为直线上升而产生“失重”效应,被携带的煤粉在此分离出来,经过多次分离后变的比较“洁净”的空气,由排气管上部的侧向出口排出分离器。(见图)
结构特点.
细粉分离器的工作原理是利用重力、撞击、离心把不同颗粒的煤粉分离,含尘气流由分离器入口切向引入分离器内作旋转运动,固体离子离心力甩向外筒壁并向下运动,由下部排尘口排出,净化后的气流由顶部排气口排出。其最大特点是:入口用直切式,异型入口结构,减少了进汽与内部旋流的相互干扰,有效地组织了分离器的气流工况,提高了分离器的效率。在排气管内装有适当形式的导向叶片,减少了分离器的阻力,从而保证了具有良好性能,细粉分离器安装在粗粉分离器后,分离干燥介质与煤粉,即气粉分离。因为煤粉需要热空气的输送。在细粉分离器上面装有防爆门(见图),当发生爆炸时,防爆门首先破裂使气体排出降压防止管道、设备爆破损坏。
异常情况
我们平时要对细粉分离器进行检查,防止内部结构磨损。发现漏粉,及时处理。同时在停磨后,继续抽吸后,消除积粉,防止自燃引爆。
细粉分离器发生的事故主要有温度异常升高和堵塞。细粉分离器温度升高时,控制好磨煤机出口温度,尽量降低磨煤机出口温度,如果不能扼制温度升高,立即停止制粉系统运行,关闭热风门、冷风门,切断风源,通过消防蒸汽管道(见图)向细粉分离器内通入消防蒸汽,从而降低细粉分离器温度。
细粉分离器出现堵塞现象有:⑴细粉分离器出口负压增大,入口及以前系统负压减小。⑵排粉机电流指示摆动或增大,锅炉蒸汽参数上升,蒸汽压力投自动时,给粉机转速下降。⑶下粉管锁气器动作不正常,甚至不动。⑷严重时下粉管温度降低,负压变小。⑸从不严密处向外冒粉。
原因:⑴锁气器卡死,不动作。⑵煤粉太粗太湿,磨煤机入口风温长时间偏低。⑶煤内杂物增多,检查不及时,使木屑分离器堵塞。⑷落粉管的导向挡板位置不对应。
处理方法:⑴立即停止给煤机、磨煤机、适当关小排粉机入口风门,控制球磨机出口温度和入口负压。同时应注意燃烧工况的调整及汽温、汽压的控制。⑵活动锁气器,敲打下粉管。⑶ 抽出粉筛,消除积粉与杂物。⑷待积粉从上面全部落下,锁气器处有较大负压后,启动磨煤机。⑸待积粉从上面全部落下,锁气器处有较大负压后,启动磨煤机。⑹磨煤机启动后作好检查。
新发展:新型双轴向多通道细粉分离器的分离机理分为三级。第一级分离是由于气粉两相流以大约16至18/S的速度进入分离器,由于截面积突然增加,气流速度降低(约4m/S),此时大颗粒发生重力沉降,加之撞击锥的折向作用大颗粒在下锥体内壁附近被分离出来。二级分离是轴向挡板的撞击和折向作用带来的拦截和惯性分离。三级分离是由于轴向档板的导流作用,气流在上部空间形成一个旋转流场,大颗粒被甩到四周,小颗粒从中部出口管离开分离器。由于上部空间较大,三级分离中仍然有重力分离。
新型双轴向多通道细粉分离器功能:该型分离器用于钢球磨煤机中贮式制粉系统粗粉系统粗粉分离器。属于目前国内最新型,其优点是:降低煤低细度,调节性能好,阻力小、效率高,并适合于大风量运行,从而提高磨煤机出力,降低单位电耗,提高锅炉的燃烧效率。
相关推荐: