传统活性污泥法是应用最早的工艺,它去除有机物的效率很高,近20年来,水体富营养化的危害越来越严重,去除氮、磷列入了污水处理的目标,于是出现了活性污泥法的改进型AO工艺和AAO工艺。AO工艺有两种,一种是用于除磷的厌氧—好氧工艺,一种是用于脱氮的缺氧—好氧工艺;AAO工艺则是既脱氮又除磷的工艺。 一、AAO工艺原理及过程
A-A-O生物脱氮除磷工艺是传统活性污泥工艺、生物硝化及反硝化工艺和生物除磷工艺的综合。
在该工艺流程内,BOD、SS和以各种形式存在的氮和磷将一并被去除。该系统的活性污泥中,菌群主要由硝化菌、反硝化菌和聚磷菌组成,专性厌氧和一般专性好氧菌群均基本被工艺过程所淘汰。在好氧段,硝化细菌将入流中的氨氮及由有机氮氨化成的氨氮,通过生物硝化作用,转化成硝酸盐;在缺氧段,反硝化细菌将内回流带入的硝酸盐通过生物反硝化作用,转化成氮气逸入大气中,从而达到脱氮的目的;在厌氧段,聚磷菌释放磷,并吸收低级脂肪酸等易降解的有机物;而在好氧段,聚磷菌超量吸收磷,并通过剩余污泥的排放,将磷去除。
在以上三类细菌均具有去除BOD的作用,但BOD的去除实际上以反硝化细菌为主。 以上各种物质去除过程 可直观地用图所示的工艺特性曲线表示。污水进入曝气池以后,随着聚磷菌的吸收、反硝化菌的利用及好氧段好氧生物分解,BOD浓度逐渐降低。在厌氧段,由于聚磷菌释放磷,TP浓度逐渐升高,至缺氧段升至最高。在缺氧段,一般认为聚磷菌既不吸收磷,也不释放磷,TP保持稳定。在好氧段,由于聚磷菌的吸收,TP迅速降低。在厌氧段和缺氧段,氨氮浓度稳中有降,至好氧段,随着硝化的进行,氨氮逐渐降低。在缺氧段,NO3-N瞬间升高,主要是由于内回流带入大量的NO3-N,但随着反硝化的进行,硝酸盐浓度迅速降低。在好氧段,随着硝化的进行,NO3-N浓度逐渐升高。
A
-A-O生物脱氮除磷的功能是有机物去除、脱氮、除磷三种功能的综合,因而其工艺参数应同时满足各种功能的要求。如能有效去除脱氮或除磷,一般也能同时高效地去除BOD,但除磷和脱氮往往是相互矛盾的,具体体现在某些参数上,使这些参数只能局限在某一狭窄的范围内,这是A-A-O系统工艺控制较为复杂的主要原因。
1、F/M和SRT
全的生物硝化,是高效生物脱氮的前提,因而F/M越低SRT越高,脱氮效率越高,而生除磷则要求高F/M低SRT。 A-A-O生物脱氮除磷是运行较灵活的一种工艺,可以以脱氮为重点,也可以以除磷为重点,当然也可以二者兼顾。如果既要求一定的脱氮效果,也要求一定的除磷效果,F/M一般控制在0.1~0.18kgBOD5/(kgMLVSS?d),SRT一般应控制在8~15天。
力停留时间与进水浓度、温度等因素有关。厌氧段水力停留时间一般在1~2小时范围;缺氧段水力停留时间1.5~2小时;好氧段水力停留时间一般应在6小时。
3、内回流与外回流
回流比r一般在200~500%之间,具体取决于进水TKN浓度,以及所要求脱氮效率,一般认为,300~500%时脱氮效率最佳。外回流比R一般在50~100%的范围内,在保证二沉池不发生反硝化及二次释放磷的前提下,应使R降至最低,以免将大多的NO3-N带回厌氧段,干扰磷的释放,降低除磷效率。
4、溶解氧DO
氧段DO应控制在0.2mg/l以下,缺氧段DO应控制在0.5mg/l以下,而好氧段DO应控制在2~3mg/l之间。
5、COD/TKN与COD/TP
于生物脱氮来说,COD/TKN应大于4.0,而生物除磷则要求COD/TP大于20。如果不能满足上述要求,应向污水中投加有机物。为了提高COD/TKN值,宜投加甲醇做营养源,为了提高COD/TP值,宜投加乙酸等低级脂肪酸。
6、PH和碱度
-A-O生物除磷脱氮系统中,污泥混合液的PH应控制在7.0之上,如果PH小于6.5时,可提高碱度。
7、温度的影响
度越高,对生物脱氮越有利,当温度低于15℃时,生物脱氮效率将明显下降。而当温度下降时,则极可能对除磷有利。
8、毒物及抑制物质
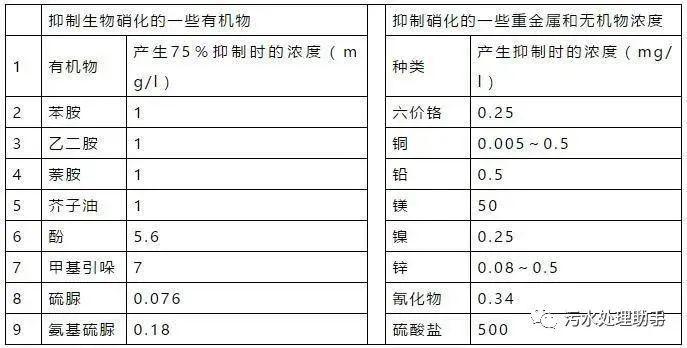
些重金属离子、络合阴离子及一些有机物随着工业废水入处理系统后,如果超过一定的浓度,会导致活性污泥中毒,会使某些生物活性受到抑制。反硝化细菌和聚磷菌对毒物及抑制物质的反应,同传统活性污泥系统的污泥基本一致,其中毒或抑制剂量见下表。与异养菌类相比,硝化细菌更易受到毒物抑制。一些对异养菌无毒的物质会对硝化细菌形成抑制。而同一种抑制物质,在某一浓度水平下,对异养菌无毒性,而对硝化细菌却可能有抑制作用。
三、提高AAO工艺处理效果的经验总结
一般A2/O工艺流程当脱氮效果好时,则除磷效果较差,反之亦然,很难同时获得好的脱氮除磷的效果,所以特对A2/O工艺提出改进措施,以提高该工艺的整体处理效果。
1、在设计和运行中,保证污泥回流比为(60~100)%,一般回流到厌氧段的污泥回流比为(10~20)%,其余的则回流到缺氧段。这样就减少了进入到厌氧段的硝酸盐和溶解氧量,最大限度地维持了其厌氧环境,同时又保证了所需的污泥浓度。
2、原污水应能同时进入到厌氧段和缺氧段,据脱氮除磷生化反应对有机碳源的需要,通过闸门调节其进入厌氧段和缺氧段的污水流量。有关研究表明,如要获得较高的脱氮除磷效果,可按1/3污水流入缺氧段来设计。
3、回流污泥的提升用潜污泵代替螺旋泵,同时回流污泥和污水进入厌氧段和缺氧段均采用淹没式入流,以减少复氧。
4、厌氧段和缺氧段水下搅拌器的功率一般按3~5W/m3来设计过大则会在池内产生涡流,导致混合液溶解氧升高,影响脱氮除磷效果;但搅拌功率过小则混合液中的污泥可能沉积下来。
5、取消消化池,将剩余污泥直接经浓缩压滤成泥饼,避免了A2/O工艺高磷剩余污泥在消化过程中磷被重新释放和溶出,影响磷的去除效果。
6、A2/O工艺的污泥龄取值应兼顾脱氮除磷二方面的要求,一般污泥龄为15~20d为宜。
7、混合液回流比的取值应兼顾A2/O工艺脱氮率要求较高和降低运行费用二个方面,一般取(300~400)%为宜,此时脱氮率可达70%以上,运行费用也不会太高。如果将缺氧池和好氧池设计成同心圆式,外圆为环形好氧池,采用转刷曝气推流;同心圆的中间是圆形缺氧反硝化池,用潜水搅拌器搅拌推流。
从厌氧段出来的混合液通过缺氧池圆形隔墙上的开口进入好氧段,而好氧段混合液则通过隔墙上的旋转门回流到缺氧段,混合液的回流量由控制旋转门的开启度来调节,使回流混合液不需用泵提升,大大节约了能耗,又保证了较高的脱氮率。我国昆明第二污水厂就是采用该种结构,效果良好。
8、A2/O工艺设计中,要取得较好的处理效果和比较灵活的运行条件,一般采用设计参数:厌氧段污泥负荷率>0.10kgBOD5/kgMLSS·d;厌氧段进水S-P/S-BOD5<0.06;缺氧段C/N>6。
好氧段污泥负荷率<0.10kgBOD5/kgMLSS·d;好氧段TKN/MLSS<0.15kgTKN/kgMLSS·d。
9、A2/O工艺中水力停留时间一般为6~8h,三段水力停留时间适宜的比例为厌氧∶缺氧∶好氧=1∶1∶(3~4)