

塑料片材拉伸测试标准 1.GB/T 1040.3—2005及ISO 527-3 本部分规定了小于1mm塑料薄膜及薄片的拉伸性能测试的实验条件。 1.1测试要求和标准规范 1.1.1试样尺寸和形状 应优先选用宽为10mm-25 mm、长度不小于 150 mm 的长条试样(即2型试样,如图1所示),试样中部应该有间隔50mm的两条平行标线。 b —宽度:10 mm~25 mm;
塑料片材拉伸测试标准
1.GB/T 1040.3—2005及ISO 527-3
本部分规定了小于1mm塑料薄膜及薄片的拉伸性能测试的实验条件。
1.1测试要求和标准规范
1.1.1试样尺寸和形状
应优先选用宽为10mm-25 mm、长度不小于 150 mm 的长条试样(即2型试样,如图1所示),试样中部应该有间隔50mm的两条平行标线。
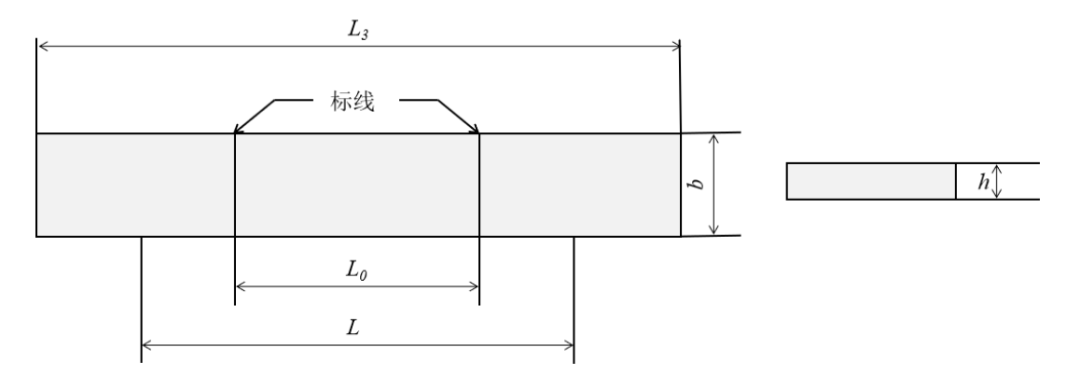
b —宽度:10 mm~25 mm;
h —厚度:≦1 mm;
L0 —标距长度:50 mm士0.5mm;
L —夹具间的初始距离:100 mm士5 mmm;
L3 —总长度:≧150 mm。
图 1 2型试样
当受试材料规范或常规质量控制试验有规定时,可使用如图2、图3和图4中所示形状和尺寸的5型1B型和4型哑铃型试样。
5 型试样(见图2)推荐用于断裂应变很高的薄膜和薄片。
4 型试样(见图4)推荐用于其他类型的软质热塑性片材
1B 型试样(见图3)推荐用于硬质片材。
![]()
图 2 5型试样
![]()
图 3 1B型试样
![]()
图 4 4型试样
1.1.2 试样制备
1.1.2.1应使用切制或冲切方法制备1.1.1中所述试样,以使试样边缘光滑且无缺口。推荐使用低倍数放大镜检查有无缺陷。应使用剃刀刀片、适宜的切纸刀、手术刀或其他工具切割试样,使其宽度合适、边缘平整、两边平行且无可见缺陷。应通过定期打磨以保持冲刀锋利,并应使用适当的衬垫材料,以确保刀刃边缘平整。
1.1.2.2应使用冲刀冲切制备1.1.1中所述试样,并应使用适合的衬垫材料,以确保冲切的试样边缘整齐。应通过定期打磨保持冲刀锋利,并使用低倍数放大镜检查试样边缘,以确保无缺口。
1.1.3试验速度
根据有关材料的相关标准确定试样速度,如果缺少这方面的资料,试样速度应根据表 1确定或与相关方商定。
测定拉伸模量时,选择的试样速度应尽可能使应变速率接近每分钟 1%标距。本部分与受试材料相关的部分给出了适用于不同类型试样的试样速度。
测定拉伸模量、屈服点前的应力/应变曲线及屈服后的性能时,可能需要采用不同的速度。在拉伸模量(达到应变为 0.25%)的测定应力之后,同一试样可用于继续测试。
推荐在进行不同速度试验前卸掉试样载荷,也可在拉伸模量测定完后未卸掉载荷而改变试验速度在测试中改变试验速度时,确保速度变化发生在应变不大于 0.3%以内。对于其他测试,不同试样使用不同试验速度。
![]()
![]()
2.1本部分适用于下述范围的材料:
硬质和半硬质的热塑性模塑、挤塑和铸塑材料,除未填充类型外还包括例如用短纤维、细棒、小薄片或细粒料填充和增强的复合材料,但不包括纺织纤维增强的复合材料;
硬质和半硬质热固性模塑和铸塑材料,包括填充和增强的复合材料,但纺织纤维增强材料除外;
热致液晶聚合物。
注:本部分不适用于纺织纤维增强的复合材料、硬质微孔材料或含有微孔材料夹层结构的材料。
2.2测试要求和标准规范
2.2.1试样尺寸和形状
只要可能,试样应为图5及表3所示的 1A 或 B 样的哑铃形。IA 型优先用作直接模塑的多用途试样,1B 型用作机加工试样。
![]()
图 5 1A和1B试样图形
![]()
小试样由于某些原因不能使用1型标准试样时,可使用1BA型、1BB型(见图6和表4), 5A或5B型(见图7和表5)。当需要测量模量时,试验速度应为 1mm/min。用小试样测量模量在技术上可能是困难的,应为标距长度小,试验时间短。由小试样获得的结果与用1型试样获得的结果不可比较。
![]()
图 6 1BA和1BB试样图形
![]()
![]()
图 7 5A和5B试样图形
![]()
2.2.2 试样的制备
应按照相关材料规范制备试样,当无规范或无其他规定时,应按ISO293、ISO 294-1,ISO295或者ISO 10724-1以适宜的方法从材料直接压塑制备试样,或按照 ISO 2818由压塑或注塑板材经机加工制备试样。试样所有表面应无可见裂痕、划痕或其他缺陷。如果模塑试样存在毛刺应去掉,注意不要损伤模塑表面。由制件机加工制备试样时应取平面或曲率最小的区域。除非确实需要,对于增强塑料试样不宜使用机加工来减少厚度,表面经过机加工的试样与未经机加工的试样实验结果不能互相比较。